戸塚昭先生の引率でスペシャルタイム ~新潟県長岡市の蔵元『久須美酒造』訪問記~ [新潟『久須美酒造』訪問記]
前のブログでは久須美酒造の日本酒とフレンチのマリアージュ編をお届けしました。今回は蔵内見学編です。同社では現在、施設の見学を受け入れていませんが、20年以上にわたり、技術顧門をしている農学博士 戸塚昭先生の引率により貴重な時間を共有させていただくことがきました。
1833年(天保4年)創業の久須美酒造株式会社

新潟県長岡市にある久須美酒造を代表する『亀の翁(かめのお)』は、6代目の久須美記廸(のりみち)会長が、幻と言われていた酒米“亀の尾”を復活させ、その酒米で造りあげた銘酒です。1983年に商品化されました。1988年に、それをモチーフにしたコミック『夏子の酒』が週刊モーニングで連載され、1994年にはテレビドラマ化されたことで、『亀の翁』は爆発的なヒットに。テレビドラマは私も観ていました!
3度の災害を乗り越えて

良いことばかりではなく、2004年7月には水害で裏山が崩れ、創業当時からの2棟の蔵が全壊。4本のタンクのなかにあった貯蔵中のお酒も全滅。大雨の半年前に『亀の翁』用に新設した冷蔵庫も土砂に埋もれてしまいました。16,000本余り入っていたそうです。同年10月の中越地震では土蔵の壁が崩れ、7月の水害後修理していた場所も再度被害を受ける羽目に。そして2007年7月には中越沖地震があり、過去2回ほどの被害ではなかったにせよ、3度の自然災害を受け、風評被害もあって大変な時期を経験してきた久須美酒造です。「2004年の7.13水害で発生した土砂は11トンダンプカーで3000台分あり、2年半かけての大工事となりました」と久須美社長は語っていました。
裏山の崩壊に関しては、新潟県から安全対策が施され、同時に修復個所は県の所有になりました。そこで、6代目が県に対して、大切な水源林と環境の保全を目的とし、今後は官と民が協力して災害跡地を安全に維持管理を行うモデルケースとすることを提案。結果、今は双方で管理しています。
さらに、災害の記憶を後世に伝えるべく、この場所には社員たちの手によってソメイヨシノ25本、梅の木10本も植樹され、大切に育てられています。クレープのように見えるところは、植物の種で抑えた花壇です。この敷地には酒仕込みに使う水源があるので、鉄などの金属は使えません。この貴重な水源は、新潟県の名水のひとつで、久須美酒造の酒造りにはなくてはならない存在です。
排水に関しては工場内のすべての水を一か所にまとめ、そこに微生物を住まわせて水を浄化。さらにコンマ3ミクロンの膜を通して川に流す徹底ぶり。近年、蛍が生息していることがわかりました。蛍はなにより水が綺麗で、静かな場所でないと生きていけないので、久須美酒造の環境面にも注目していただけると嬉しいです。
池にはサンショウウオも

環境への配慮に力を入れている蔵元にとって嬉しい出来事がありました。池の清掃をしていた時に発見したサンショウウオ、天然記念物ですね!
歴史と伝統を感じさせる佇まい。
1995年には故高円宮憲仁殿下、1997年には紀宮清子殿下もお立ち寄りなさいました。
ブログで蔵内をご披露します!
 久須美 賢和社長(中央)の案内で蔵内見学!
久須美 賢和社長(中央)の案内で蔵内見学!
「一粒選りの米粒」の意味を持つ精米の“精”
 久須美酒造の精米歩合 拡大してご覧ください
久須美酒造の精米歩合 拡大してご覧ください
どんな良質な米でも、米粒の外側には酒造りに邪魔な米糠の成分があるので、これらを除いてお米を丁寧に磨きあげます。酒米は柔らかく砕けやすいので時間をかけてゆっくり行います。精米歩合40%だと50~60時間かかるそうです。
「全量自家精米で行っています」と語っていた久須美社長。その理由について伺うと「委託で精米するとコスト面では安価で済みますが、他のお蔵さんと精米の時期が重なってしまので、精米を急ぐ結果、米が割れたり、異なった品種の酒米や、精米歩合の違う酒米が納品される可能性もゼロではありません。また、米の質はその年の気候に大きく左右され、とりわけ2019年は夏の猛暑で米が硬くて割れやすかったので、自家精米の強みを活かし、ゆっくりと時間をかけて丁寧に磨くことで米の損傷を防ぎました。安全性と品質を優先にした原料処理は、良酒造りの第一歩であり極めて重要です」と解説してくれました。

戸塚先生のアドバイスを生かして完成させた高級外車一台分相当の洗米機。ミクロの空気泡を発生させて洗米することで、高精白の米を壊さずに、米糠や米粉を徹底して取り除くことができる優れもの。酒質の綺麗な酒造りには欠かせない代物です、凄いです!
ちなみに米粉の除去は糖尿病患者の食事にも効果があるようです。
真冬に大吟醸用の米を手で洗っていた話

久須美社長は泡洗浄以前の話として、「大吟醸造りでは、米を15㎏ずつザルに入れて、真冬に6~8度の水で手作業によって洗っていました。洗米した後、一回引き出し、上から水をかけて、ザルのなかの米の上下をひっくり返す作業があるのですが、その時に米粒が割れてしまうことがありました。今ではその心配もなくなり、酒質にも大きな違いが出ています」と述懐。
 精米した米を水洗いして、吸水させる洗米と浸漬の作業に取り組む若い蔵人たち
精米した米を水洗いして、吸水させる洗米と浸漬の作業に取り組む若い蔵人たち

1985年に新潟県の36ヶ所の名水のひとつに指定された久須美酒造の湧き水。ピュアで口あたりの柔らかい軟水は素晴らしく美味でした!
 「山田錦等と比べると亀の尾は小粒」と戸塚先生
「山田錦等と比べると亀の尾は小粒」と戸塚先生

先生から「稲が登熟する時期に日較差(昼夜の温度差)があると心白(しんぱく/米の中心が白くて不透明)が多くなるが、2019年のように暑すぎると腹白(はらじろ/米の側面が白色不透明)になりやすい」との説明がありました。
日本酒造りの要塞 “麹室”

当日は見学できなかったのですが、洗米後、和釜と甑(こしき/大きな木の桶)を使って、外硬内軟の蒸米を造ります。戸塚先生は「蒸米を室温33℃、湿度63%の蒸し暑い麹室に運び入れ放冷します。蒸米の表面が適度に乾燥した時点で、麹の胞子を散布します。1時間程経過すると、肉眼で見たところではわかりませんが、麹菌の胞子は発芽し、菌糸は蒸米の内部に食い込んでいきます」と解説。麹菌の胞子の“神秘的”とも言える働きに感嘆!

蒸米の山田錦。米粒の外側は硬めでさばけがよく、内側は麹菌が食い込みやすいように柔らかい“外硬内軟”の状態。ゴアテックスで木製の容器を覆い、温度と湿度を保ちます。
湿度の低い部屋へ移動
菌糸が米の中心部に向かって入り込んできたら、今度は室温38℃、湿度23%以下の乾燥した部屋に移動させ、ゆるやかに内部の水分を飛ばしていきます。ポイントは温度を上げて水分を飛ばすことです! 普通、水分を飛ばせば温度は下がりますが、久須美酒造の米麹造りでは、温度を下げないようにして水分を飛ばしています。すべてを順序立て、丁寧に50~60時間かけてその工程が行われます。機械でやれば簡単に済む作業と思いがちですが、麹の状貌、香り、味等を人間の感性で把握して作業することが重要だということです。日本酒造りの要となる“麹の質”、酒の味を決める“麹”が違ってきます、日本の伝統、職人技です!
戸塚先生は弾力計、温・湿度計、香りセンサや味センサといった分析機器を使って麹造りの工程管理の“見える化”を試行なさったそうですが、今のところは瞬時に判断し作業を行うためには、人間の感性がベストということでした。
 百聞は一見に如かず、戸塚先生が見せてくださった米麹の姿
百聞は一見に如かず、戸塚先生が見せてくださった米麹の姿
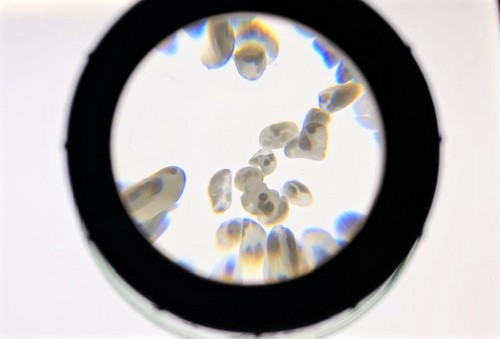
これが突破精麹 (つきはぜこうじ)、難しい名前です!!!
(55%山田錦・仕舞仕事)
麹の菌糸が米粒の中央部に食い込んでいるのがわかります。久須美酒造ならではのふくよかで艶やかな風味の立役者です。突破精麹にすると味のりが悪いという蔵が多いようですが、久須美酒造の出麹を奥歯で噛んで味わってみると・・・2~3秒経ってから甘さふ~んわり、好感度大!
戸塚先生いわく「米の味とか酒の味って言うけど、本当は麹の味に他ならない」と。
実は、フレンチとのマリアージュの時に、このお言葉を強く実感した私です。

発酵中の醪(もろみ)の状態を見せてくださった蔵人の前田泰伸氏
酒造りを目指したきっかけはテレビで観た『夏子の酒』とか!
 醪はタンクのなかでゆっくり発酵
醪はタンクのなかでゆっくり発酵
2016年にパーカー・ポイントで98点!

多くの受賞歴を有す蔵元です。2016年には『亀の翁 三年熟成』がパーカー・ポイントで最高点98ポイントを受けました。ロバート・パーカー・ワイン・アドヴォケート社が独自の評価基準を日本酒に採用して全国800銘柄から選択したものです。余談ですが、久須美酒造では2018年から全国ならびに関東信越局で開催されている鑑評会への出品はしていません。その理由は「料理を美味しくするのが日本酒」、「日本酒は熟成させて美味しいものでなければならない」を旨とする蔵元であり、カプロン酸エチル高生産性酵母※による日本酒を造っていないからです。
※香りが高いのが特徴。長熟すると香味のバランスや味わいに変化が出やすい酵母
個性あるラベルも魅力

生産量は1000石、一升瓶に換算すると10万本です。
清泉のネーミングは新潟県出身の哲学者、東洋大学の創始者である井上円了博士で、2代目作之助氏と交流があったことに由来しています。三本のブルーの直線と黒字のコントラストが斬新なラベルのデザインはアート・ディレクターの浅葉克己氏、日本画家の千住博氏の代表作“ウォーターフォール”が施された七代目からは伝統美を感じます。

夏子物語は前回でご紹介した通り、8代目として期待されている久須美諒典君の作品です。画像は久須美三兄弟の書道パフォーマンス!
久須美酒造に引率してくださった農学博士の戸塚先生は、酒類の評価をする時、「この部分を改善すれば酒質が良くなる」といった感じで、まず直すべき点をおっしゃいます。とても厳しい意見が多いのですが、的確な指摘になっています。それだけに、ご自身がアドバイザーとして名を連ねている蔵元の酒造りに関しては、先生の経験と知恵が注ぎ込まれていると感じました。
先生の常套句は「料理を美味しくするのが日本酒」、「日本酒は熟成させて美味しいものでなければならない」なのですが、それらを形にしたものが、久須美酒造の日本酒だと思います。その要は “突破精麹(つきはぜこうじ)”であり、この麹を生み出すには、何より丁寧な造りが大事です。ワイナリーで見かけるステンレス製の容器やパイプ達とは無縁の、対極にある醸造所。江戸時代の伝統が今に生かされている蔵元であることが良くわかりました。本当に貴重な体験でした、ありがとうございました!
私はワインに於けるパーカーポイントはあまり好きではありませんが、ワイン・アドヴォケート社が『亀の翁 三年熟成』に高評価を与えたことは驚きであり、少しだけ、パーカーを見直す機会になりました。
![[NEW]](https://blog.ss-blog.jp/_images_e/120.gif) 3月中旬にリリースされた銘酒『亀の翁』
3月中旬にリリースされた銘酒『亀の翁』
 画像協力: Hidetoshi koda
画像協力: Hidetoshi koda
久須美社長が「3月中旬に『亀の翁』をリリースします」とおっしゃっていたので、心待ちにしていました。ワイン仲間で日本酒ファンのKodaさんから嬉しい画像が届きましたので、お知らせします。銘酒『亀の翁』ファンの方はチェックなさってくださいませ。
桜の開花を待ちながら・・・

日本政策投資銀行の『新潟清酒の再興戦略』が興味深いものだったのでがリンクしておきます。ケーススタディに『久須美酒造 (35頁) 』についての記述がありました。蔵元の考え方を理解する上でもご一読を!
https://www.dbj.jp/ja/topics/region/area/files/0000029943_file2.pdf
出所:日本政策投資銀行
最後に・・・感謝を込めて

往路は上越新幹線『MAXとき』に乗りました。
わずか1時間半ほどで長岡駅着。2階席も、夏子の酒トリオ (松井、谷澤、青木の3人で~す) にとっては初体験だったのでここでもハッピータイム!
繁忙期にこのような貴重な体験をさせてくださった久須美酒造の久須美社長および蔵元の皆さま。今回のご縁をくださった戸塚先生に、改めて感謝いたします。
ありがとうございました!!
1833年(天保4年)創業の久須美酒造株式会社

新潟県長岡市にある久須美酒造を代表する『亀の翁(かめのお)』は、6代目の久須美記廸(のりみち)会長が、幻と言われていた酒米“亀の尾”を復活させ、その酒米で造りあげた銘酒です。1983年に商品化されました。1988年に、それをモチーフにしたコミック『夏子の酒』が週刊モーニングで連載され、1994年にはテレビドラマ化されたことで、『亀の翁』は爆発的なヒットに。テレビドラマは私も観ていました!
3度の災害を乗り越えて

良いことばかりではなく、2004年7月には水害で裏山が崩れ、創業当時からの2棟の蔵が全壊。4本のタンクのなかにあった貯蔵中のお酒も全滅。大雨の半年前に『亀の翁』用に新設した冷蔵庫も土砂に埋もれてしまいました。16,000本余り入っていたそうです。同年10月の中越地震では土蔵の壁が崩れ、7月の水害後修理していた場所も再度被害を受ける羽目に。そして2007年7月には中越沖地震があり、過去2回ほどの被害ではなかったにせよ、3度の自然災害を受け、風評被害もあって大変な時期を経験してきた久須美酒造です。「2004年の7.13水害で発生した土砂は11トンダンプカーで3000台分あり、2年半かけての大工事となりました」と久須美社長は語っていました。
裏山の崩壊に関しては、新潟県から安全対策が施され、同時に修復個所は県の所有になりました。そこで、6代目が県に対して、大切な水源林と環境の保全を目的とし、今後は官と民が協力して災害跡地を安全に維持管理を行うモデルケースとすることを提案。結果、今は双方で管理しています。
さらに、災害の記憶を後世に伝えるべく、この場所には社員たちの手によってソメイヨシノ25本、梅の木10本も植樹され、大切に育てられています。クレープのように見えるところは、植物の種で抑えた花壇です。この敷地には酒仕込みに使う水源があるので、鉄などの金属は使えません。この貴重な水源は、新潟県の名水のひとつで、久須美酒造の酒造りにはなくてはならない存在です。
排水に関しては工場内のすべての水を一か所にまとめ、そこに微生物を住まわせて水を浄化。さらにコンマ3ミクロンの膜を通して川に流す徹底ぶり。近年、蛍が生息していることがわかりました。蛍はなにより水が綺麗で、静かな場所でないと生きていけないので、久須美酒造の環境面にも注目していただけると嬉しいです。
池にはサンショウウオも

環境への配慮に力を入れている蔵元にとって嬉しい出来事がありました。池の清掃をしていた時に発見したサンショウウオ、天然記念物ですね!
歴史と伝統を感じさせる佇まい。
1995年には故高円宮憲仁殿下、1997年には紀宮清子殿下もお立ち寄りなさいました。
ブログで蔵内をご披露します!

「一粒選りの米粒」の意味を持つ精米の“精”

どんな良質な米でも、米粒の外側には酒造りに邪魔な米糠の成分があるので、これらを除いてお米を丁寧に磨きあげます。酒米は柔らかく砕けやすいので時間をかけてゆっくり行います。精米歩合40%だと50~60時間かかるそうです。
「全量自家精米で行っています」と語っていた久須美社長。その理由について伺うと「委託で精米するとコスト面では安価で済みますが、他のお蔵さんと精米の時期が重なってしまので、精米を急ぐ結果、米が割れたり、異なった品種の酒米や、精米歩合の違う酒米が納品される可能性もゼロではありません。また、米の質はその年の気候に大きく左右され、とりわけ2019年は夏の猛暑で米が硬くて割れやすかったので、自家精米の強みを活かし、ゆっくりと時間をかけて丁寧に磨くことで米の損傷を防ぎました。安全性と品質を優先にした原料処理は、良酒造りの第一歩であり極めて重要です」と解説してくれました。

戸塚先生のアドバイスを生かして完成させた高級外車一台分相当の洗米機。ミクロの空気泡を発生させて洗米することで、高精白の米を壊さずに、米糠や米粉を徹底して取り除くことができる優れもの。酒質の綺麗な酒造りには欠かせない代物です、凄いです!
ちなみに米粉の除去は糖尿病患者の食事にも効果があるようです。
真冬に大吟醸用の米を手で洗っていた話

久須美社長は泡洗浄以前の話として、「大吟醸造りでは、米を15㎏ずつザルに入れて、真冬に6~8度の水で手作業によって洗っていました。洗米した後、一回引き出し、上から水をかけて、ザルのなかの米の上下をひっくり返す作業があるのですが、その時に米粒が割れてしまうことがありました。今ではその心配もなくなり、酒質にも大きな違いが出ています」と述懐。


1985年に新潟県の36ヶ所の名水のひとつに指定された久須美酒造の湧き水。ピュアで口あたりの柔らかい軟水は素晴らしく美味でした!


先生から「稲が登熟する時期に日較差(昼夜の温度差)があると心白(しんぱく/米の中心が白くて不透明)が多くなるが、2019年のように暑すぎると腹白(はらじろ/米の側面が白色不透明)になりやすい」との説明がありました。
日本酒造りの要塞 “麹室”

当日は見学できなかったのですが、洗米後、和釜と甑(こしき/大きな木の桶)を使って、外硬内軟の蒸米を造ります。戸塚先生は「蒸米を室温33℃、湿度63%の蒸し暑い麹室に運び入れ放冷します。蒸米の表面が適度に乾燥した時点で、麹の胞子を散布します。1時間程経過すると、肉眼で見たところではわかりませんが、麹菌の胞子は発芽し、菌糸は蒸米の内部に食い込んでいきます」と解説。麹菌の胞子の“神秘的”とも言える働きに感嘆!

蒸米の山田錦。米粒の外側は硬めでさばけがよく、内側は麹菌が食い込みやすいように柔らかい“外硬内軟”の状態。ゴアテックスで木製の容器を覆い、温度と湿度を保ちます。
湿度の低い部屋へ移動
菌糸が米の中心部に向かって入り込んできたら、今度は室温38℃、湿度23%以下の乾燥した部屋に移動させ、ゆるやかに内部の水分を飛ばしていきます。ポイントは温度を上げて水分を飛ばすことです! 普通、水分を飛ばせば温度は下がりますが、久須美酒造の米麹造りでは、温度を下げないようにして水分を飛ばしています。すべてを順序立て、丁寧に50~60時間かけてその工程が行われます。機械でやれば簡単に済む作業と思いがちですが、麹の状貌、香り、味等を人間の感性で把握して作業することが重要だということです。日本酒造りの要となる“麹の質”、酒の味を決める“麹”が違ってきます、日本の伝統、職人技です!
戸塚先生は弾力計、温・湿度計、香りセンサや味センサといった分析機器を使って麹造りの工程管理の“見える化”を試行なさったそうですが、今のところは瞬時に判断し作業を行うためには、人間の感性がベストということでした。


これが突破精麹 (つきはぜこうじ)、難しい名前です!!!
(55%山田錦・仕舞仕事)
麹の菌糸が米粒の中央部に食い込んでいるのがわかります。久須美酒造ならではのふくよかで艶やかな風味の立役者です。突破精麹にすると味のりが悪いという蔵が多いようですが、久須美酒造の出麹を奥歯で噛んで味わってみると・・・2~3秒経ってから甘さふ~んわり、好感度大!
戸塚先生いわく「米の味とか酒の味って言うけど、本当は麹の味に他ならない」と。
実は、フレンチとのマリアージュの時に、このお言葉を強く実感した私です。

発酵中の醪(もろみ)の状態を見せてくださった蔵人の前田泰伸氏
酒造りを目指したきっかけはテレビで観た『夏子の酒』とか!

2016年にパーカー・ポイントで98点!

多くの受賞歴を有す蔵元です。2016年には『亀の翁 三年熟成』がパーカー・ポイントで最高点98ポイントを受けました。ロバート・パーカー・ワイン・アドヴォケート社が独自の評価基準を日本酒に採用して全国800銘柄から選択したものです。余談ですが、久須美酒造では2018年から全国ならびに関東信越局で開催されている鑑評会への出品はしていません。その理由は「料理を美味しくするのが日本酒」、「日本酒は熟成させて美味しいものでなければならない」を旨とする蔵元であり、カプロン酸エチル高生産性酵母※による日本酒を造っていないからです。
※香りが高いのが特徴。長熟すると香味のバランスや味わいに変化が出やすい酵母
個性あるラベルも魅力

生産量は1000石、一升瓶に換算すると10万本です。
清泉のネーミングは新潟県出身の哲学者、東洋大学の創始者である井上円了博士で、2代目作之助氏と交流があったことに由来しています。三本のブルーの直線と黒字のコントラストが斬新なラベルのデザインはアート・ディレクターの浅葉克己氏、日本画家の千住博氏の代表作“ウォーターフォール”が施された七代目からは伝統美を感じます。

夏子物語は前回でご紹介した通り、8代目として期待されている久須美諒典君の作品です。画像は久須美三兄弟の書道パフォーマンス!

久須美酒造に引率してくださった農学博士の戸塚先生は、酒類の評価をする時、「この部分を改善すれば酒質が良くなる」といった感じで、まず直すべき点をおっしゃいます。とても厳しい意見が多いのですが、的確な指摘になっています。それだけに、ご自身がアドバイザーとして名を連ねている蔵元の酒造りに関しては、先生の経験と知恵が注ぎ込まれていると感じました。
先生の常套句は「料理を美味しくするのが日本酒」、「日本酒は熟成させて美味しいものでなければならない」なのですが、それらを形にしたものが、久須美酒造の日本酒だと思います。その要は “突破精麹(つきはぜこうじ)”であり、この麹を生み出すには、何より丁寧な造りが大事です。ワイナリーで見かけるステンレス製の容器やパイプ達とは無縁の、対極にある醸造所。江戸時代の伝統が今に生かされている蔵元であることが良くわかりました。本当に貴重な体験でした、ありがとうございました!
私はワインに於けるパーカーポイントはあまり好きではありませんが、ワイン・アドヴォケート社が『亀の翁 三年熟成』に高評価を与えたことは驚きであり、少しだけ、パーカーを見直す機会になりました。

久須美社長が「3月中旬に『亀の翁』をリリースします」とおっしゃっていたので、心待ちにしていました。ワイン仲間で日本酒ファンのKodaさんから嬉しい画像が届きましたので、お知らせします。銘酒『亀の翁』ファンの方はチェックなさってくださいませ。
桜の開花を待ちながら・・・

日本政策投資銀行の『新潟清酒の再興戦略』が興味深いものだったのでがリンクしておきます。ケーススタディに『久須美酒造 (35頁) 』についての記述がありました。蔵元の考え方を理解する上でもご一読を!
https://www.dbj.jp/ja/topics/region/area/files/0000029943_file2.pdf
出所:日本政策投資銀行
最後に・・・感謝を込めて

往路は上越新幹線『MAXとき』に乗りました。
わずか1時間半ほどで長岡駅着。2階席も、夏子の酒トリオ (松井、谷澤、青木の3人で~す) にとっては初体験だったのでここでもハッピータイム!
繁忙期にこのような貴重な体験をさせてくださった久須美酒造の久須美社長および蔵元の皆さま。今回のご縁をくださった戸塚先生に、改めて感謝いたします。
ありがとうございました!!

QRコード



